


铸造模具零件毛坯锻造的原因何在
铸造模具零件毛坯锻造的原因何在:
一.锻造温度
钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300-800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。
用于大多数行业的锻件都是热锻,温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以好的节材。
二.锻造类别
1.自由锻
指用简单的通用性工具,或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。采用自由锻方法生产的锻件称为自由锻件。
自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
2.模锻
模锻又分为开式模锻和闭式模锻。金属坯料在具有形状的锻模膛内受压变形而获得锻件,模锻一般用于生产重量不大、批量较大的零件。模锻可分为热模锻、温锻和冷锻。温锻和冷锻是模锻的未来发展方向,也代表了锻造技术水平的高低。
3.碾环
碾环是指通过设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件。
4.特种锻造
特种锻造包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式,这些方式都比较适用于生产某些形状的零件。例如,辊锻可以作为预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件。
三.锻件优点
与铸件相比,金属经过锻造加工后,能改进其组织结构和力学性能。铸造组织经过锻造方法热加工变形后,由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得紧密,提高了金属的塑性和力学性能。铸件的力学性能低于同材质的锻件力学性能。
此外,锻造加工能金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可零件具有良好的力学性能与长的使用寿命。采用模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的。
锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。
通过锻造可以使材料的组织细密,碳化物分布和流线分布合理,改进了热处理性能,提高了模具的使用寿命。
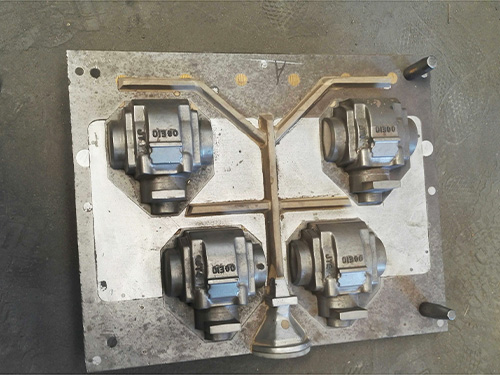
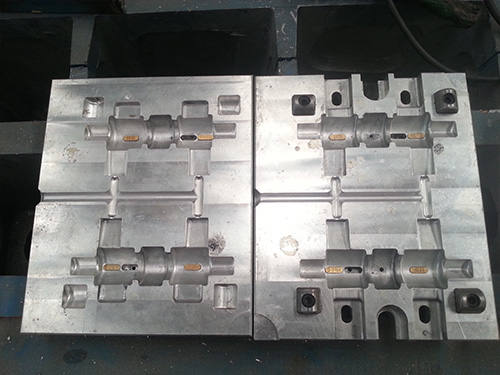
铸造模具零件毛坯一般都是经过锻造加工成形的,其锻造的目的是能获得的几何形状,以达到节约原材料和节省加工工时,降低成本的目的。
面对模具的主要工作零件,尤其是要求热处理质量较高、使用寿命较长的零件,如冲模的凸、凹模,锻模、塑料模、压铸模的型腔,除了要求能获得的几何形状、节约原材料、降低加工工时外,主要是通过锻造来改进原材料的性能为主要目的。所以,模具零件特别是主要工作零件,在加工前要经过锻造加工,模具可以长时间地服务大众。

